
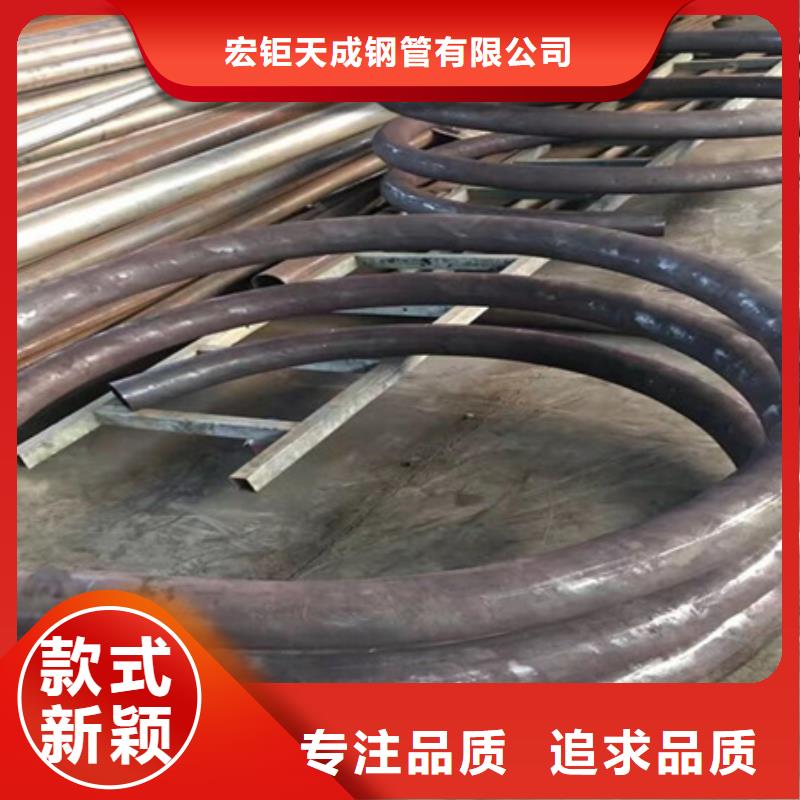







伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率提升的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分提升加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、高效率低。
无论是以中国還是海外,就现阶段的发展趋势状况来剖析得话,在热煨弯管生产加工生产流水线层面实际上全是向着向着大口径、大壁厚及其高钢级方位发展趋势。在具体工作中,也大部分全是选用高频电磁感应加热,微型机主要参数操纵的精益生产方式。下边人们就以某弯管生产加工公司来进行表明。
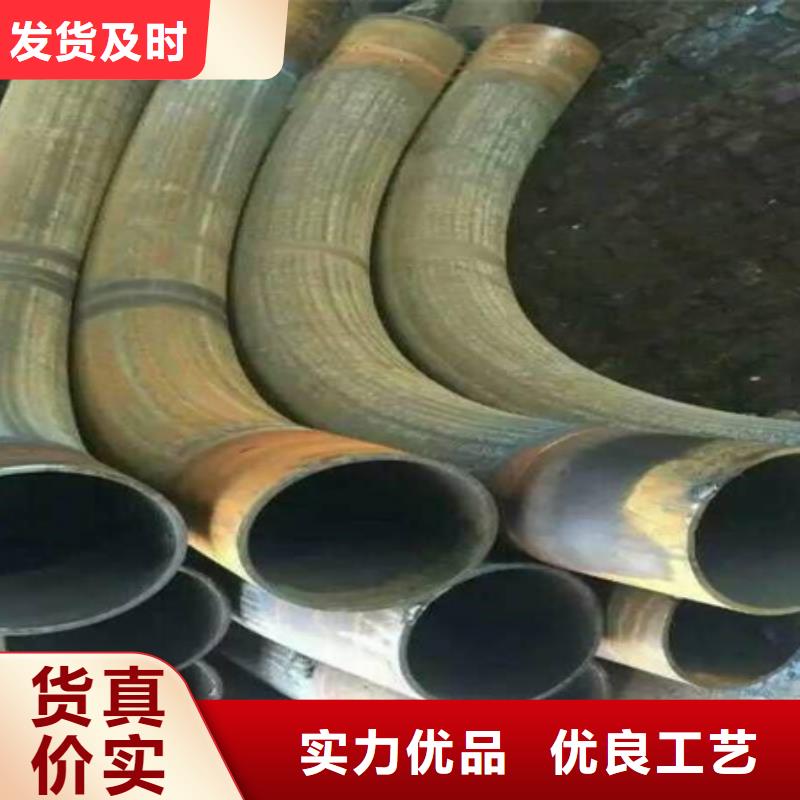
,该生产商在中国该制造行业中具备一定的象征性,不但技术设备优秀,有着好几条优秀生产流水线,并且在诸多工程项目中完成了热煨弯管生产加工生产制造的每日任务。而现如今以便扩张生产规模,提高公司生产制造水准,必须导入一条优秀的生产流水线。据统计,该生产制造先能够 完成较大生产加工直徑1620mm,壁厚40mm。
除此之外,在开展弯管生产加工工作的情况下,不但维持稳定,并且可以做到24米的放料长短。该系统软件的拐臂旋转、卡头开闭及其半经调整等应用的是液压传动系统,姿势靠谱优秀。在加温层面也是选用的现如今更为优秀的整流电源,输出功率调升便捷精确。

目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。
安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。
此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。
如今的弯头是现阶段常见的连接头方式 ,依据弯管种类,能够 分成手动式弯管和弯管加工生产厂家,伴随着工业产业链的提高,传统式的生产加工中弯管技术性也在迅速发展趋势,一些客户规定因而的弯管加工厂,开展一些弯管加工的难题,有时候大家让因而做防腐蚀解决,这非常简单,因而加工厂做防腐蚀解决比去施工工地做防腐蚀解决非常容易得多,加工厂的占地面积很广,資源也很丰富多彩。现如今的轧辊钣金折弯是弯管加工全过程中,较为普遍的钣金折弯生产加工方式 ,此外好几个是以主动轮,滚弯方式 和原理基本一致,仅仅用以滚管的滚辊,以具备与管截面外观设计相符合的工作中表层,钣金折弯时,仅变动主滚子轴承和滚子轴承中间的间距,就可以获得各种各样夹角的钣金折弯,此方式 特别是在适用曲线图环或螺旋式线形管材,翻转钣金折弯关键用以夹角大的薄壁管材,对小半经钣金折弯束手无策,为此获得更强的应用难题。
在用以弯管加工的工艺流程中,在四柱液压机上应用磨具弯精轧管,弯管加工是由于磨具调节简易,生产制造高效率,一般 在生产制造中普遍应用,如含有平行线段的管材或弯管加工商务舱,弯管加工很普遍,不一样制造行业的主要用途不一样,但不了解弯管加工的操作方法,并掌握到此主要用途的一些常见主要用途,一些管路应用多种多样弯头,如船只用管路和输油管及其小汽车的运用等。
因为弧型弯头比其他类型的弯头中,弯管加工以具备大量优势,各种各样原材料在弧型弯头中运作更畅顺,与管路内壁的小冲击性相对性匀称,在应用弯头时,不必十分明显地挤压成型,弯头因而应用全过程中不可以碰水,要在自然环境较为干躁的地域应用。
